


Peter willmott

Associate PartnerSapartners, UK
FOCUS #
This Paper will set out to highlight some of the Industry 4.0 pressing issues
facing European Service Utilities and Manufacturing companies & hence the implications regarding their Maintenance Capability & Performance within those businesses.
1 . Scene Setting #
From a European perspective the Paper will explore major innovations in technology that are coming to maturity at the same time and at a relatively rapid pace. Examples of this technology include
The Internet of Things-The integration of software, sensors and electronic items with internet and machine –enabled data collection and transfer in real-time-This means that traditional supply chains can become more digitised and connected and transparent. Machine sensor technology has huge implications for Asset Management and hence those machine operator’s and maintainer’s skill sets.
Big Data & Advanced Analytics-with the IoT at the macro level comes a huge amount of data. The way in which manufacturing businesses read, analyse and act upon the data at the micro level –for example from product development to equipment design to build, test and install for production-is potentially very powerful for decision making effectiveness and reduced lead time to market.
Artificial & Virtual Intelligence, Robotics & Automation-Robots are already being used extensively in Manufacture and Distribution and their development and use in smart factories which will have a massive impact on the skill sets of those taking care of and maintaining those physical assets. For example, role of the operator will evolve to become more of a machine supervisory role where the operator will supervise an automated process consisting of automated machines being loaded / unloaded by robots / cobots and AGV’s. Likewise the maintainers will need to be trained to become a highly skilled technician in the art of robotic maintenance, embracing electronics, precision maintenance & PLC faultfinding. This is In addition to machine-to-machine communications, which are all part of a wave of converging technologies.
Simulations,3D Printing & Augmented Reality-These are already becoming commonplace today, so that complex goods and their component parts can be rapidly designed at remarkable speeds and at much lower cost. Products can be designed and that same design sent to multiple sites, via email, anywhere in the world for local manufacture. This same technology can then be integrated into the plant and equipment design to enable augmented reality equipment spares -and associated on the job employee skills training and development- more effectively than with paper or monitors .
- Interestingly there is also an environmental impact of 3D printing of parts. With the
- ongoing debate on the use of plastics and the damage to the environment, the 3D
- printing of machine parts, traditionally machined from solid blocks of plastic, could
- greatly reduce the amount of waste product ending up in landfill sites or worse.
2 . A Personal Experience Story #
Before exploring the impact of Industry 4.0 on the future impact of Asset Maintenance I would like to share with a story from my personal experience over 25 years ago.
Whilst heading up a TPM study tour to Japan in 1992, we visited a recognised world class manufacturer and exemplar Japan Institute of Plant Maintenance TPM award winning company. As we entered the plant on our tour bus we saw that the outside factory wall had been painted with a colourful montage of trees, bushes, flowers and plants with a message written in both Japanese and English which simply stated said…‘Welcome to our Park within a Factory’ (not you will note a ‘Factory within a Park’.) So we, dare I say, slightly skeptical ‘European bastions of Industry’ went on a tour of the factory. The visual impact was indeed memorable from three perspectives:-
There were dedicated rest areas in several parts of the plant that had natural wooden seating, natural grass, running water with mini waterfalls, flowers and yucca plants galore.
There were also large transparent ‘windows’ in the roof to enhance a feeling of space and light. Everyone appeared to be working harmoniously rather than fast.
The TPM Facilitator and a small group of Operators and Maintainers gave a short presentation feedback in the debriefing room after the factory tour which highlighted the following metrics of what TPM had helped to deliver to the business over a 6 year period.
| Key Performance Indicator | Start Point Reference | 6 YearsLater |
| Breakdowns per month | 250 | 5 |
| Overall Equipment Effectiveness | 65% | 88% |
| Productivity Index | 100 | 180 |
| Return on Investment | $1.00 | $4.50 |
I vividly remember the Japanese Managing Director then walking up to a flip chart and progressively writing “…In the ‘1950s and ‘60s we had “M” for Manufacturing. Then, in the ‘70s we had “I M” for Integrated Manufacturing…. And then in the 1980s we had “C I M” for Computer Integrated Manufacturing. He paused for a moment and then said
“…For the remainder of this decade and 2000 and beyond, our company is going to be pursuing “C H I M”- Computer Human Integrated Manufacturing… .He added ’.. We have decided to re-introduce the human being back into our workplace !!” .
As the figure 1 below suggests- CHIM is no dream –it is a pressing reality. Today, over twenty five years later, my interpretation of that powerful message is that it certainly represents a challenge for all of us to develop and harness people’s skills in parallel with advancing automation, data capture and technological innovation in what is being referred to as the 4th Industrial Revolution or Industry 4.0 for short.
The bottom line is that it’s our people at the sharp end of the business that will continue to make the difference
figure 1-The Future Vision & impact of TPM on Operational Excellence
The biggest-and often false- assumption nowadays is that regular visible and physical ‘human’ inspections & maintenance are grossly undervalued and the technological tail is left wagging the dog
The tail is an important part of the dog- but in this analogy the dog is the human being.
In spite of embracing technology, there will always be some principles of work that will remain embedded within the philosophy of TPM. Of course we will need to be agile ,flexible and innovative in how we adapt to the challenges that The Internet of Things, Big Data & Advanced Analytics, Artificial & Virtual Intelligence, Robotics & Automation Simulations,3D Printing & Augmented Reality will bring and indeed is already doing so.
Against this back drop of reality and acceptance, we are also convinced that competitive manufacturing capability will come from those companies who focus on the judicious and innovative application of available automation and technology.
Already we are seeing that the fundamental and under-pinning people engagement practices, through teamwork, goal alignment and deployment, depends on a leadership style that is able to progressively trust to delegate. This factor will become even more important as technology becomes even more multifaceted.
However it is also my firm belief that maintenance in the sense of using spanners and screwdrivers will be here for some while yet !!
3 . The Problem and hence Opportunity facing European Businesses #
Understanding what Industry 4.0 can offer is a far cry from being able to take advantage of it.
A recent survey of over 400 UK based businesses carried out by the Institution of Engineering and Technology highlighted the following
52% are currently recruiting for new engineering and technology staff
57% are experiencing problems recruiting senior engineers with 5 to 10 years experience
68% are concerned that the education system will struggle to keep up with the skills required for technological change implied in Industry 4.0.
62% are specifically concerned about the availability of relevant graduate skills
59% feel the content of engineering and technology degrees do not suit the needs of their organization because they do not develop relevant practical skills nor do they have a background of prior work experience
91% agree however, that to improve the supply of engineers and technicians, more employers need to provide work experience for those in education or training
76% of employers like-wise agree that compelling all engineering and technology dependant companies to provide work experience would improve the pool of engineering talent.
68% of employers say they are concerned that the education system will struggle to keep up with the skills required for technological change –again implicit in Industry 4.0 – but only 51% report that they are takeing steps to influence the content of degrees and the technical training engineers undertake
These findings mirror closely a recent survey by McKinsey which found that 7 out of 10 companies have not formally defined their Science, Technology, Engineering and Mathematics (STEM) skills gaps and only 1 in 10 are implementing a plan aimed at bridging the skills gap impact.
I recently discussed the implications of this with a long standing colleague of mine Denis McCarthy (who was my co-tour guide on the CHIM visit back in 1992) and we shared our recent European experiences regarding all of the above research. We concluded that we need to be asking at least 5 pertinent questions in our individual European companies that depend on physical assets to deliver their customer’s requirements in full.
Q1-Is our Company keeping pace with the emerging Technologies?
The pace of technological progress is so rapid that traditional academic education cannot keep pace with developments in for example memory capacity, sensors and artificial intelligence. This is an area where in-house learning using practical hands-on ‘Learning by Doing’ projects is essential. Organisations that do this well will also focus on pockets of automation using multi-disciplined teams –including and especially frontline operators as well as the maintainers and engineers-plus of course their team leaders.
Experience shows that cultural change through proactive involvement of the equipment users and maintainers invariably exceeds initial expectations and overcomes the most daunting of ‘technology’ driven challenges.
It is also important to remember that simple to use, cost effective devices such as digital process indicators (DPI) can be added to existing physical assets to show changes in performance in for example
the variables of temperature, pressure and electrical current. The European experience shows that front- line operators with training and combined with routine cleaning and inspection checks pays big dividends acting as the early warning system for their maintenance colleagues to take preventive action and avoid catastrophic breakdowns. This approach is at the heart of the well proven TPM philosophy.
Q2-What percentage of time spent by your current staff is fully productive and hence ‘value adding’? and the second part to this Question…..How good or effective are your Systems of Work and supporting processes to systematically improve on your answer to the first part?
In one company where we diagnosed the effective use of a typical equipment maintainer’s use of time the event sequence and profile emerged as illustrated in the figure 2.0 below. This showed that when looking specifically at responding to equipment breakdowns we found that only 15% of time spent by the maintenance engineers was fully productive in the sense of ‘value adding’. In our experience, this is often the norm rather than the exception.
With the interactive nature of real time data collection within Industry 4.0 digitalization, this allows our CMMS systems to report each of the 11 sequential steps below. This fact then enables us to produce a Current State Map of what happens now and then use this information to ‘Brown Paper Map’ every element in the 11 steps as either an Operation, Movement, Delay, Storage, Inspection or Electronic Data entry.(the Operation elements are the only ‘Value adding’ activity. The other five elements are either non-value adding or they may be essential (for traceability purposes) but non-value adding.
We can then use the Current State Map to challenge each element by asking the ECRS question…Can we Eliminate this step? And if not, can we Combine it with another step up steam or downstream? Or Replace it with something smarter ? or at least Simplify it?. The result of this challenge process then becomes our Future State which is implemented as Standard Work once proven. It is our experience that if you get the right frontline people involved in this Brown Paper Mapping and Challenge process then the Total response and Repair times can be reduced by up to 50% of current practice by working Smarter (and not definitely not Harder!)
Figure 2.0 Equipment Breakdowns are only 15% value adding
Q3-How well does your organisation encourage a positive attitude to learning in the workplace?
Skilled personnel are not usually tempted to change jobs for just personal development opportunities and
/ or financial reasons alone. They tend to be motivated by in-house opportunities for self-development and job satisfaction. European Surveys show that training and development are key job satisfaction factors for nearly 70% of STEM workers. Food for thought if you want to keep the engineers you have!
Q4 . How well defined is the ideal engineering team skill profile, where are the gaps and how good is your company at developing the skills it needs?
This includes transferring lessons learned and helping engineers to acquire new capabilities. Organisations that do this well can reduce the time to achieve local site specific competency levels by as much as 75%.
It is important to reflect here on the European experience of Skills Capability Development over the last 40 years or so as illustrated in figure 3.0 below. This have been driven by enlightened attitudes from both Trade Unions and Management working in partnership rather than the adversarial confrontation of the singled skilled craftsman of the 1960’s and 1970’s .
During the 1980’s and 1990’s we saw the advent of Multi Skilled Craftsmen-especially (but not exclusively) between the Mechanical and Electrical trades.
Throughout the early 2000’s to the present day we have seen strong evidence in many European Manufacturing and Utility Companies of using Enabling Agreements to build flexible Team based working involving not only Maintenance Engineers but also and most importantly their Operator colleagues – Where it’s no longer appropriate for the Operator to say to his Maintainer colleague ‘I operate, you fix…I add value… you cost money..So watch out!!
On the contrary, these enlightened enterprises build a culture which delivers a mind-set that believes that effective team-working between the core operators and maintainers working in harmony is the best way to create maximum product flow through their physical assets.
The challenge now for these enlightened enterprises is to embrace the appropriate technologies that Industry 4.0 presents us with to build versatile, purposeful and innovative teams who are progressively encouraged and trusted by their Managers to become self managed teams within clear boundaries and rules that they have had a clear say in setting and will continuously improve.
It may come as a surprise to some that all four of the above areas are within the scope of Total Productive Maintenance (TPM) principles and techniques.
Often incorrectly characterized as simply operator maintenance, the TPM road map systematically removes the causes of reactive management to release engineer and management time to focus on higher value-added activities. Within the TPM process, education and training is used to ratchet up equipment effectiveness, by refining working methods and standards to prevent breakdowns and systematically remove the causes of common problems. Through this process, cross-functional front-line teams become engaged with learning through their involvement with task simplification.
Figure 3.0 The History and Developing Future Skills requirements
Such cross-functional team-based projects not only develop engineering skills, but also provide a vehicle to develop innovation, project management and leadership competence. The investment in time results in a bottom line return worth between six to eight times the cost. Perhaps the biggest benefit is the impact on the way skills are applied and future capabilities are developed.
There is no doubt that without skilled workers, it is hard for a business to grow, especially in the manufacturing and technology sectors. These are challenges that TPM and aligned tools like fast-track RCM are designed to overcome
What is fairly certain and predictable is that more new machines, processes and systems than ever before will be created. In which case they will need to be repaired and eventually replaced- in other words, maintained !!
This will create an opportunity for maintenance to be considered as a Value-Adding activity-rather than ‘A Necessary Burden’ as has been the case in the past.
For far too long the Maintenance function in many European Businesses has been regarded as a non- value adding direct cost burden-and hence a regular annual budgeting target for cost cutting-in the sense of doing the same with less people.
Fortunately, over recent times with the advent of Lean Thinking and now the emergence of Industry 4.0, together with the aspiration to achieve ‘Operational Excellence’ means that these enlightened Businesses view the Maintenance of their strategic physical assets as a value-adding system and process.
Operational Excellence is about striving to eliminate waste in all its forms in order to maximise value– adding activity. It is about the speed or velocity with which we can convert a customer’s order into money in our bank account. This is surely sound common-sense and as such we need to be excellent at it.
The resultant drive and focus on most of our Asset based Processes- whether Service Utility orientated or Manufacturing- is highlighting what we’ve probably always known:-namely that the concept of Operational Excellence is only as good as the Reliability and Predictability of our strategic physical Assets.
Low levels of Equipment Effectiveness often result in those critical physical Assets becoming the Pinch- Point in the Customer Service Supply Chain.
As a Maintenance Manager you will be under continuing pressure to cut the Direct Costs of the Maintenance Function NOW to be more efficient
As a Maintenance Professional you will still be striving to increase the Effectiveness of the Maintenance Delivery-The bottom line is that you will almost certainly need to do more with less… and, whichever way we look at it-that is the reality and therefore the challenge.
Our European experience suggests that In the Maintenance sense, this all has to be achieved in parallel with yet more pressure and demands on increasing environmental conformity, increasing energy costs and of course, zero accidents.
……And now, on top of all this we are having to cope with the 4th Industrial Revolution via Industry 4.0 !!!
At a Management level, delivery of Industry 4.0 will require individual Asset based businesses to think about and specify their particular new skills requirements. This will require strong and consistent management to support up-skilling of existing staff. It will also necessitate the training of their staff to be able to deliver both the transition and then subsequently the maintenance of those new technologies
In parallel those same Manufacturers and Utility Service Providers and their Outsourcing Partners will need to proactively collaborate with our universities and centres of further education to deliver the necessary Science, Technology, Engineering, and Math (STEM) Skills for their future talent pipeline
At the sharp end of the business, every Maintainer will need to be a knowledge worker in the sense of knowledge -knowing what it is.
skills -knowing what to do with it.
experiences -know when things go wrong and why
and capability-know how to fix it and- most importantly- how to prevent reoccurrence of that same issue.
4 . What might be the future impact of Operational Excellence (OE) be on these technologies in the transformation of those Service Utilities and manufacturers as we know it today? #
It is more likely that organisations with a sufficiently high level of Operational Excellence ‘maturity’ under their belt, will gain more benefit, sooner from this next stage of business evolution than their competitors who lag behind the OE ‘maturity’ curve.
As OE practitioners already know, this level of excellence can only be attained through an incremental, maturity-based approach to operational excellence as well as the fundamental and parallel people engagement practices.
Culture will once again continue to ‘eat strategy for breakfast’ in this battle for survival !!
5. Technology will no doubt simplify things, but is there a danger that the technological tail will wag the dog ? #
Technology will undoubtedly simplify things, but will also create a level of abstraction that can be wasteful or even dangerous.
Consider the modern day Control Room-We have all these highly qualified control room operators spinning around on swivel chairs watching all these mimic screens with green and occasional red lights flashing on and off –who have been lulled into a false sense of security-whilst out there in the real world of the physical asset with that critical prime-mover, such as a pump or motor- is going drip, drip, hiss and eventually bang ! Likewise, both product, & energy could be ‘flushing down the drain’ due to faulty valves or devices, creating huge wastage and costs
Maybe we need to rediscover some of our old values and behaviours and start walking the talk !
The biggest-and often false- assumption nowadays is that regular visible and physical ‘human’ inspections & maintenance are grossly undervalued and the technological tail is left wagging the dog.-The tail is an important part of the dog- but in this analogy the dog is the human being.
As such, maintenance in the sense of using spanners and screwdrivers will be here for some while yet !!
6 Concluding Remarks #
This paper has set out to share with you that Competitive Asset Management capability will come from those companies who focus on the judicious and innovative application of available automation and technology available within Industry 4.0. Already in Europe we are seeing that the fundamental and under-pinning people engagement practices, through teamwork, goal alignment and deployment, which depends on a leadership style that is able to progressively trust to delegate. This factor will become even more important as technology becomes even more multifaceted. The Middle East business enterprises may well need to carefully adapt to this enlightened form of Partnership approach especially between the Asset Owner and their Maintenance Service providers
The figures 4.0 below illustrates the vital importance that Maintenance plays in delivering the core Quality of your Business purpose, product and processes
Figure 4.0 Asset Maintenance and Product Quality are tied partners
Finally, as figure 5.0 illustrates, it is my firm belief that the careful and judicious use of Industry 4.0 technologies will enable your Plant to be a World Class Facility-where your people will make the difference and NOT just technology alone. Also remember that maintenance in the sense of using spanners and screwdrivers will be here for some while yet !!
Figure 5 Delivering the Vision through Industry 4.0
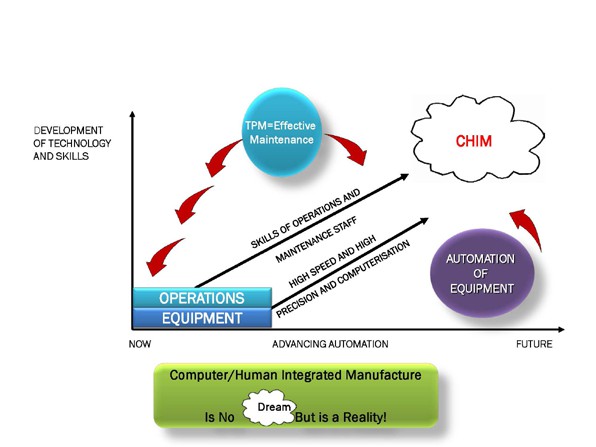
Figure 1
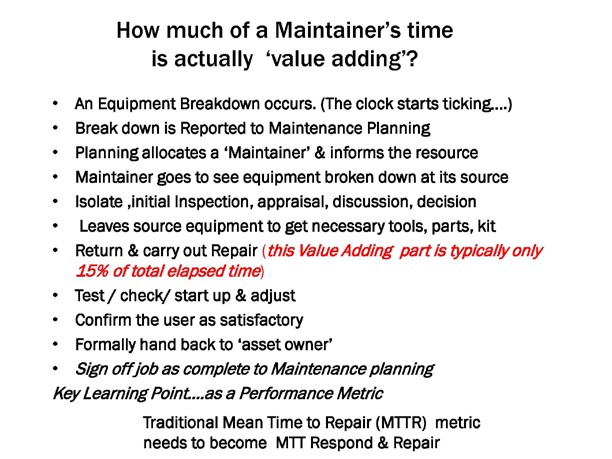 Figure 2
Figure 2
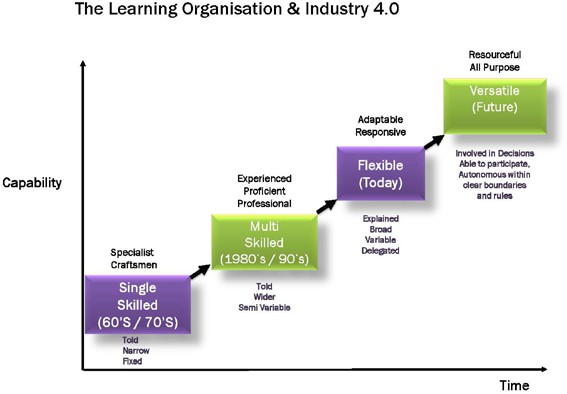
Figure 3
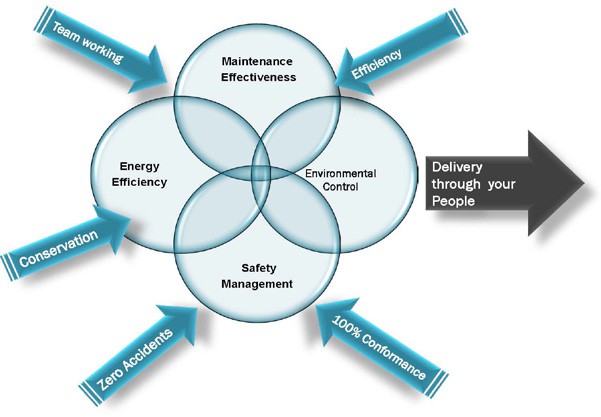
 Figure 4
Figure 4
Figure 5



