



Siti Nabilah Misti* and Raja Muhamad Hafiz Raja Adzhar
Faculty of Engineering and Environment Northumbria University
Newcastle upon Tyne, United Kingdom
Lean manufacturing is usually regarded as a cost reduction mechanism. The goal of lean is to make organizations more competitive in the current market by maximising the Total Productive Maintenance (TPM) potential. This maximisation of TPM will make the organization’s efficiency increase and reduce operation costs. In 1971, the Japanese introduced TPM due to maintenance and support problems that occurred in the manufacturing environment. According to Swanson [1], the aggressive way to improve the function of the production equipment is by implementing TPM.
The elimination of losses and waste is the main target in lean manufacturing. In TPM, there are Six Big Losses which cause the efficiency loss in manufacturing. An organization can achieve their own strategic goals without sacrificing effectiveness if they produce exactly according to the demand and on time [2]. A TPM policy could help them achieve these results. The major features of TPM target maintenance activity, autonomous maintenance and the use of small cross-functional teams. The need for TPM has been customer driven, where improvements in equipment performance has become a necessity.
TPM is used in many companies but the percentage of companies who will benefit from TPM implementation is quite small. According to Davis [3], there are a number of reasons why a company fails to implement TPM such as failure to enforce lack of support from the management to the shop floor, lack of education and training, not serious in changing, and many more. Therefore, there is a need to investigate the cause of these unfortunate events. Through this research, improvements can be recommended to companies that are implementing TPM and planning to do so in the future.
This paper aims to investigate the issues of TPM implementation in the actual manufacturing industry. There are three main objectives which are:
To analyse current maintenance systems present and identify the shortcomings.
To compare the differences and similarities of the problems in their TPM implemen tation.
Propose a new solution in the implementation of TPM to eliminate the shortcomings and maximise their overall performance.
Development of TPM #
TPM is one of many excellent practices which follow the Total Quality culture, and one aim is to boost competitiveness through adopting lean principles. Japan Institute
of Plant Maintenance (JIPM) defines TPM as a system to prevent any kind of loss and aims at building up a company that thoroughly pursues production systems improvement. Bamber [4] defined TPM by using two kinds of approach which are either described as the Western approach and the Japanese approach.
In the Western approach, the pioneer was Edward Wilmott, managing director of Wilmott Consulting Group. However, he only defines TPM in a way that is more likely to suit Western manufacturing although he agrees with the Japanese five point definition. He focuses on achieving the standard performance of the Overall Effectiveness of Equipment (OEE) with total participation company-wide. There is another person who adapts the TPM definition to the Western companies, Edward Hartman, president of the International TPM Institute Inc. He was recognised by Nakajima as father of TPM in the USA. Hartman [5], indicates that TPM that is implemented permanently will improve the OEE and this will succeed with the participation of the operators [4].
The definition of the Japanese approach to TPM was given by JIPM. This definition was given by the JIPM vice chairman, Seiichi Nakajima in 1988. He is regarded by a lot of TPM practitioners as the father of TPM [6]. Five points which were included in the definition of TPM are listed below:
It aims to use the equipment in manufacturing to its fullest potential or the most efficient way.
TPM system will be spread throughout the company with the use of improvement related maintenance, preventive maintenance and maintenance prevention.
Total participation from the entire maintenance department staff, equipment operators, and equipment designers are required.
TPM will totally involve every employee from the management department to shop floor.
Promote and apply PM based on autonomous work in small group activities.
There are eight pillars of TPM identified by Ahuja and Kamba [7]. By putting all these pillars in place, TPM will efficiently work and will definitely help any company to achieve their strategic objectives. These eight pillars of TPM are depicted in Figure
1. The implementation for each company will differ from each other as TPM is not defined as a solid fact to be followed but it is only as a guideline to companies. Different background and profile will determine on how TPM will be carried out in each company. Throughout many discussions in the western country, there is one thing that was mentioned over and over again, it is the participation of all employees and autonomous maintenance.
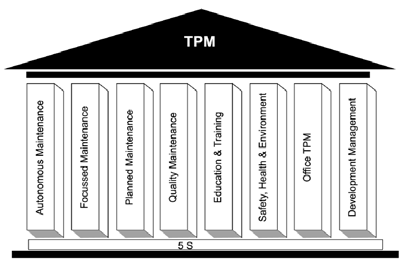
Figure 1: Eight Pillars Approach for TPM as suggested by JIPM [8].
Computer Aided Maintenance Management (CAMM) is also one of the ways in implementing TPM. This method keeps check on the condition of the equipment in the production floor. Data gathered will be analysed and any equipment that needed to be focussed on in maintenance will be marked and planned maintenance can be scheduled afterwards. The area of equipment that have a high frequency of breakdowns will be focussed on and operator in the area can be given training to know the equipment better as to identify the signs of breakdowns or steps to prolong the life of the equipment [9-11].
In TPM, there are a set of known waste or losses which are easy to measure and have low impact on profit [12]. But, there are also losses that are hard to measure that will give quite an impact on profit. A number of losses were determined and they have been categorised into six categories (Six Big Losses) ranging from breakdowns, setup and adjustments, small stops, reduced speed, start-up rejects, and production rejects. The six losses were defined into 3 categories in TPM, which are Down Time Loss, Speed Loss, and Quality Loss [13]. If all these losses were monitored and corrected, the efficiency loss in manufacturing operation will be negated.

Figure 2: Six Big Losses [8].
Figure 2 shows different types of losses that will have a huge impact on the company profits. There is a flexibility to set a definition between a breakdown (Down Time Loss) and small stops (Speed Loss). However, breakdowns are more prone to things such as tooling failure, unplanned maintenance, general breakdowns, and equipment failure. Usually these breakdowns will take more time to be solved compared to small stops. It is critical to reduce or eliminate breakdown in improving OEE. Unplanned down time is hard to determine but it is crucial to know on how much time will it take in each breakdowns and it is also important to know what is the source or reason for the breakdown to happened in the first place. These data shall be charted and tabulated to apply the Root Cause Analysis, preferably starting with the most severe loss categories.
Hansen [14] stated that OEE was created in the 1960’s to determine the effectiveness of a manufacturing operation. It is a single figure that signifies the utilisation of a machine. OEE can be used to define the scope needed for improvement and the way to measure it. There can be no improvement if there is no measurement. Therefore, OEE measurement is commonly used as the Key Performance Indicator (KPI). This is in conjunction with lean manufacturing efforts to provide an indicator of success. A complex production problem can be turned into simple and intuitive presentation of information with the use of OEE. It helps systematically improve the process with easy-to-obtain measurements. The calculation for OEE is shown below:
OEE = Availability x Performance × Quality (1)
Where;
Availability = Operating Time / Planned Production Time (2)
Performance = Actual Run Rate / Ideal Run Rate (3)
Quality = Good Pieces / Total Pieces (4)
Many previous studies were conducted in order to see if TPM implementation does make a change in companies. Some of the studies were successful and there are some of them do not achieve the maximum potential of a TPM should have. However, all of the researchers use different ways to portray their study on these companies. This is just because all of these companies have their own company background and profile, so they would implement TPM suited for their company best. Finally, according to these studies, success factors alongside with its implementation issues or difficulties can be identified. These identified cause and factors can be used in further research or improvements.
Based on the previous studies conducted by different scholar [4, 15-18], there were some issues and difficulties detected in TPM implementation. In reality, the number of companies that have successfully implemented TPM is quite small compared to
companies that fail to exploit all the benefits in TPM program [19]. Bakerjan stated that there are three major obstacles in TPM program which are failure to allow sufficient time for the evolution, lack of sufficient training, and lack of management support. Management support is very important in implementing TPM as the management team will carve the path on how TPM will be applied. Failure on realizing the true goal of TPM will make TPM implementation ineffective. Training is also important, as it will give all employees the skills and knowledge about TPM. This will make the autonomous maintenance activity easier. Bakerjan also commented that, time is an important aspect as company-wide changes should take quite some time and if it was done in a hurry, everything could fail.
There are a lot of benefits in implementing TPM as it is a hybrid in maintenance activities. Through TPM, employees’ skill can be upgraded and participation of all section will increase and this will boost efficiency. Plus, they will also gain and boost their teamwork within this company. Employees, especially operators will know better about the equipment and this will help to reduce the number of breakdowns and set up time in production.
Comparison of the TPM Implementation in the Asian and European company #
TPM implementation was so well known as a lot of companies tried to utilise this step in order to improve their performance and efficiency. However, to optimise the utilisation of TPM is very subjective and every company need to find their own way of implementation. The failure to utilise the full potential of TPM can be seen in two case studies that were highlighted in order to compare their main issues and similarities in the implementation for future use in TPM implementation. The first company is Continental Sime Tyres which based in Asia, and the second one is a corrugated fibreboard manufacturing company which based in the United Kingdom.
Even though both companies used the TPM approach to eliminate losses and reduce cycle times, there is still room for continuous improvement because they have not achieved the maximum potential of TPM. In the case studies, the main problem was identified for both companies, in which for the Asian company, training and education was identified as the main root problem while the Europe based company was mainly caused by the lack of communication and teamwork. The different approach was identified by comparing the staffs and workers in both companies. The Asian company is profounder in using foreign worker in the production floor and this might be the problem why most of the workers were never given the chance for TPM training. These foreign workers are usually supplied by agents who put low requirements for people to apply for a job. On the other hand, European company usually uses local worker. However, the requirements for low skills worker such as operators are usually low and the people who work in this area are normally ignored for any training as they deemed to be a waste of time and money by the employer. The other similarities of TPM implementation problems in these case studies includes the lack of knowledge in project management skills, wide gap between the production and maintenance personnel, and both of the companies were not serious enough to adapt to the changes that was brought by TPM. These companies highlighted that there is a high possibility of losses in the production area due to problems like equipment breakdown or minor stoppages while operating. Duplicated documents of maintenance work such as request sheets, log books, and time sheets also contribute to the problem in implementing TPM. These duplicated documents will make the purpose of having written report useless as it will not reflect the true condition of the machines that needed to be focussed on.
Although there are more problems in these companies, these identified problems were the main things that need to be resolved by the company in order to increase their efficiency in production, and hence achieve the TPM goals and objectives. These problems that occurred have also been compared with ten reasons on TPM failure by Davis theory to determine if they are the same or different to one another [3] in Table 1.
There are two main differences in the table between these two companies. The first difference is about the program conducted is too high level which run by managers for managers. As for the Asian company, this problem is true where the operators were left in the dark about the TPM program. The European company does not have the same problem as the worker knew about the program well enough but communication problem was in the way of the TPM program success. Manager just gives order and the staffs that should carry out the order were left out with no supervision, hence, resulted in duplicated reports in report sheets, and logbook. The second difference is about lack of education and training. The Asian company did not give sufficient education and training to the staffs especially to the production floor team. One of the known reason is that a lot of the operator in the company are foreign worker and the company might have concluded that it will be a waste of resource to support the operators for training as they might ignore the TPM program or change their job at the end of the day. As for the European company, even though they have been given the education and training, the barrier between the management and production might be too strong as they still fail to reach the full potential of TPM program.
Table 1: Comparison of TPM issues in both companies with Davis theory.
| SIMILARITIES OF TPM FAILURE | Asian Company | European Company | ||
| YES | NO | YES | NO | |
| Not serious in changing program | ||||
| Inexperienced facilitators or trainers | ||||
| Program conducted is too high level (run by managers for(managers | ||||
| Lack of relationship and structure | ||||
| Shop floor was left out of the program and/or not man-aged | ||||
| Lack of education and training | ||||
| Program is run by engineering section and productionsection see this as though it does not concern them | ||||
| Use the Japanese way on applying TPM (through Japa-(nese publication | ||||
| TPM teams lack the necessary mix of skills and experi-ence | ||||
| Poor structure and organisation in supporting TPM andits activities |
Results and Discussions #
Equipment breakdown was stated first because from the data gathered, there is a certain machine that keeps on getting faulty for the Asian company and this might have cost them dearly as the corrective maintenance will cost about three times more than preventive maintenance [20]. Data gathered shows that breakdowns occurred 436 times for all machines or equal to 202.45 hours of breakdown and these findings were taken only from January. If this situation persists throughout the year, the accumulated breakdown time will be excessive. High demand in production was also identified as the reason for the Asian company on why the maintenance team cannot cope with additional work load imposed by TPM as there are a lot of machines to maintain with a small timeframe. There were not enough personnel to do the service on each machine and from the interview conducted; there was no utilisation of previous machine breakdown data to determine which machine should be focussed on.

Figure 3: Available Time for Maintenance Staff.
From the interview and questionnaire conducted, staff claimed that they do not have enough time to enforce preventive maintenance on all the machines in time and urges the management to add more staff in order to do all the work within the specific schedule. The personnel time was originally measured using their time in and out, inevitably showing fully eight hours of each work shift. However, this measurement cannot be used as it assumes they had utilised their time to carry out maintenance work. From the calculations, manpower was only utilised around 30% to 35% of available time. This calculation was made using on the time requested on attending a machine breakdown. Figure 3 shows, the maintenance team should have around 65% of free time to carry out the additional proactive maintenance.
Basically, the work schedule was made based on staff availability and the schedule should have included buffer time for any unexpected things. So, they should have done all the servicing in time without any problems. In this case, there is no need for the additional staff and the claim by the maintenance team was rejected. What actually happened here most probably was the staff were suspected to have not been utilising their time in their work hours. To prevent this from happening, a written report is mandatory that checks their work on actual basis and the target for each staff must be set. Therefore, they will have a target to achieve for a period of time and failure to do that will have to be explained thoroughly to the person in charge. The European company deals with duplicated documents of log books, requests sheet, and time sheets which will create problems to map out the frequency of breakdowns. This action of duplication has wasted the effort and time which kills the purpose of having written reports on any incidents on the equipment. The data gathered will be useless in the CAMM as reports on maintenance do not reflect the true situation of the machines. This uncertainty in determining the real condition and status of the equipment may contribute to more breakdowns that may lead to costly reactive maintenance steps. Unplanned down time is hard to determine but it is crucial to know how much time it will take for each breakdown and it is also important to know what is the source or reason for the breakdown to happen in the first place. Breakdown data should be charted and tabulated to apply the Root Cause Analysis, preferably starting with the most severe loss categories. Negligence of this practice will cause random service to the equipment. As a result, some of the equipment will be serviced in a hurry to catch up with the schedule.
The European company’s case study also stated that communication and teamwork is the problem in implementing TPM. Barrier between the management and production team might have been too thick where any orders or efforts in TPM implementation were ignored or being done without real sense of purpose. This might have led the company to just duplicate the Japanese TPM implementation without considering the real problems of the company.
Moreover, lack of drive from the management in order to enforce TPM is one of the factors of failure in this company’s implementation. As a result of that, the production floor, maintenance team, and operators will feel that they are not obliged to do anything at all in enforcing TPM. Autonomous Maintenance (AM) is also very important and if this practice is left out, TPM will probably fail. AM is an activity where everyone participates in improving and maintaining the equipment’s reliability and efficiency. The main problem in this case is that there is lack of training available for the workers or the level of participation is too low.
From the analysis done, there are some key pointers that were discovered. The recurrence problems are such as equipment breakdowns, lack of connection between floors, and too uptight with the production demands that drives the negligence of proper maintenance practice. The outstanding number of breakdowns shows that there is space for the OEE to be improved for both companies to achieve a world class OEE which is at 85%. With the current breakdown frequency, real reports on the documents needed to be analysed is also very important in order to plan for future maintenance program.
The communication between the managerial department and production has been poor that it drives the company towards average level of success whereas the company actually can achieve greatness by implementing TPM. The other problem that was discovered was more the attitude of the staff towards TPM implementation. Some of the staff that were unaware of the company aim and some of them did not care about it. They just care on punching into work and punching out, day after day as a work routine. Training was given to the staff but they seem to have a lack of awareness in implementing TPM in their line of work. However, to make all the staff to participate in this company will take some time but it is worth a try as it will boost the efficiency of the operation in the company.
All of these identified problems are very similar to those previous studies that were conducted throughout the years by many researchers. Some of the problems are not serious in changing, lack of relationship and structure, lack of education and training, poor structure and organisation in supporting TPM and its activities, and no motivation in the production section. With the elimination of the undesirable elements within the company, there should be no problem for success in the company by implementing TPM and this fact has been proven by previous case studies.
Future Improvements #
There are some critical success factors in implementing TPM. First of all, the TPM pillars should be implemented depending on each company’s demands, operation, and situation. Therefore, it will probably not be the same in every company that uses TPM in their company. The objectives of implementing TPM must also be made clear in order to set a target for the company. AM is very important as it was known as the backbone of TPM. This program during implementation also had to be carefully monitored and managed to get the best out of it. The right mix of team must be deployed to ensure that waste can be eliminated, and hence ensure the smoothness of the operation. Documents that were filed must also be monitored as to prevent any duplication. For example, a weekly review on reports might be a good idea to identify if there are any fake reports or uncompleted forms.
Work related training must be provided to the workers and especially for the permanent staff. This is to enhance their knowledge and more importantly is to create awareness of AM and basically about TPM. With knowledge only, without awareness will get them nowhere and this will waste all of the efforts in giving them training. Simple work that was usually performed by the maintenance team on production floor should be in a training scheme for production floor personnel. This way, maintenance can always focus on preventive maintenance hence give them time to service the equipment thoroughly. This responsibility transfer from Maintenance to Production will form a partnership and enforce the AM. This step can also be widening to the management and might be able to break the barrier of communication and improve the teamwork. Another thing that was realised is that there is a connection between the TPM pillars and OEE. Basically, in order to succeed in TPM implementation, the eight TPM pillars that were mentioned in the literature review should be in the right place and one of the ways to measure the effectiveness is by OEE. However, through this project finding, focusing only the three main pillars in TPM can improve the OEE. This is because OEE was predominantly influenced by the three pillars and the elimination of the Six Big Losses.
The three main pillars are, Planned Maintenance (PM), Quality Maintenance (QM), and Training and Education (T&E). Of all these three pillars, T&E is the most important one as this practice will give the knowledge and motivation to the staff on how to execute the TPM program correctly. With the right training program, many problems which cause TPM failure will be solved. Lack of the necessary knowledge, motivation, and skills are found to be the root problem in TPM. If this problem can be solved, TPM can be implemented smoothly. This relationship can be seen in Figure 4 below.

Figure 4: TPM’s 3 Predominant Pillars and Their Effects on the OEE.
Conclusion #
The current maintenance in the Asian company did not utilise the use of TPM fully as they still practice reactive maintenance. TPM requires the practice of proactive maintenance or known as Planned Maintenance (PM) in TPM pillar. This objective also requested the identification of the shortcomings in the current implementation. The identified problems in the company are equipment breakdown, lack of AM practice, high volume of production, lack of training and education, and still practising the reactive maintenance instead of preventive maintenance. The European company on the other hand, have failed in implementing TPM mainly because of the weak communication and teamwork in their company. Because of this, the staffs would not have the required drive and motivation to implement TPM to the highest potential. However, this problem can also be solved by training and education.O
Proposals on how to solve and eliminate the shortcomings were also given to the respective company. The problems were classified into five groups consisting of PM, QM, T&E, AM, and Safety, Health and Environment. In each group, a proposal or suggestion was included for each problem. As a solution, the company should make all of the proposals and suggestions as a reference and assimilate it to their company needs.
In this paper, lack of training and education was recognised as the root cause of all the shortcomings. The importance of training was slightly neglected by the company and if the right training scheme was carried out, the result will be better in the coming years of TPM implementation. The mix of three TPM pillars, which are T&E, PM, and QM will result in the increment of OEE. This project has achieved all of the stated goals and successfully provides the company with a number of suggestions. If all these research points were taken and used as a guideline or target, this company should be able to improve their overall performance.
References #
- L. Swanson, (2001). “Linking maintenance strategies to performance,” International journal of production economics, vol. 70, pp. 237-244.
- T. Cheng, S. Podolsky, and P. Jarvis, (1996). Just-in-time manufacturing: An introduction: Springer Science & Business Media.
- R. Davis, (1996). “Making TPM a part of factory life,” Works management, vol. 49, pp. 16-17.
- C. J. Bamber, J. M. Sharp, and M. Hides, (1999). “Factors affecting successful implementation of total productive maintenance: a UK manufacturing case study perspective,” Journal of Quality in Maintenance Engineering, vol. 5, pp. 162-181.
- H. Edward and P. Hartmann, (1992). “Successfully Installing TPM in a Non-Japanese Plant,” ed: TPM Press, Pittsburgh, 1992.
- S. Nakajima, (1988). “Introduction to TPM: total productive maintenance,” Productivity Press, Inc, P. O. Box 3007, Cambridge, Massachusetts 02140, USA, 1988. 129.
- I. P. S. Ahuja and J. S. Khamba, (2008). “Total productive maintenance: literature review and directions,” International Journal of Quality & Reliability Management, vol. 25, pp. 709-756.
- Asian Composites Manufacturing Sdn. Bhd., (2011). “TPM pitch for certification class,” ed. Kedah, Malaysia ACM Sdn Bhd, 2011.
- R. Jones, (1994). “Computer-aided maintenance management systems,” Computing & Control Engineering Journal, vol. 5, pp. 189-192.
- P. Y. Tu, R. Yam, P. Tse, and A. Sun, (2001). “An integrated maintenance management system for an advanced manufacturing company,” The International Journal of Advanced Manufacturing Technology, vol. 17, pp. 692- 703.
- F. Lee Cooke, (2003). “Plant maintenance strategy: evidence from four British manufacturing firms,” Journal of Quality in Maintenance Engineering, vol. 9, pp. 239-249.
- R. S. Russell and B. W. Taylor-Iii, (2008). Operations management along the supply chain: John Wiley & Sons.
- Vorne Industries Inc., (2011). “Six Big Losses,” ed, 2011.
- R. Hansen, (2001). Overall equipment effectiveness: Industrial Press.
- F. Ireland and B. G. Dale, (2001). “A study of total productive maintenance implementation,” Journal of Quality in Maintenance Engineering, vol. 7, pp. 183-192.
- F. Chan, H. Lau, R. Ip, H. Chan, and S. Kong, (2005). “Implementation of total productive maintenance: A case study,” International Journal of Production Economics, vol. 95, pp. 71-94.
- M. C. Eti, S. Ogaji, and S. Probert, (2004). “Implementing total productive maintenance in Nigerian manufacturing industries,” Applied energy, vol. 79, pp. 385-401.
- T. Friedli, M. Goetzfried, and P. Basu, (2010). “Analysis of the implementation of total productive maintenance, total quality management, and just-in-time in pharmaceutical manufacturing,” Journal of Pharmaceutical Innovation, vol. 5, pp. 181-192.
- R. Bakerjan, (1994). “Continuous improvement,” Tool and Manufacturing Engineers Handbook, vol. 7.
- R. K. Mobley, (2002). An introduction to predictive maintenance: Butterworth-Heinemann.



